やりたいこと
ビスマスと鉛ハンダから低融点ハンダを作り、これを使ってプリント基板から部品を外す。
低融点ハンダの材料
ビスマス50%、スズ30%、鉛20%の合金は融点が100℃程度になります。通常の鉛ハンダ(スズ60%、鉛40%)の融点が183℃ですから、それよりもかなり低いです。このような合金はビスマスと同量の鉛ハンダを融かして混ぜることで作れます。
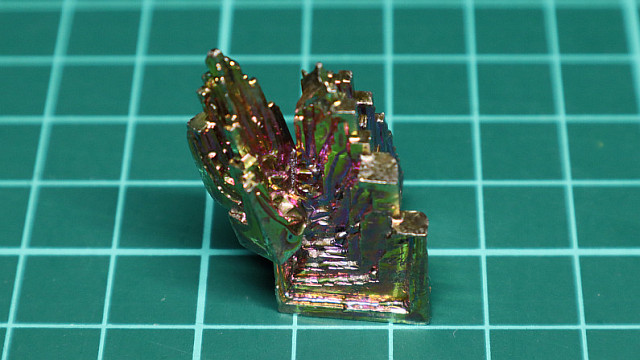
市販のビスマスには、結晶標本のものと、チップ状ないしインゴッド状のものとがあります。前者のほうがより少量での購入ができますが割高になります。いずれもAmazonで購入できます。
低融点ハンダの作り方
まず、ビスマスをニッパー等で適量だけ切り取り、精密はかりで重量をはかります。

次に、同じ重量の鉛ハンダを精密はかりを使ってはかり取ります。

ビスマスと鉛ハンダを陶器の小皿にのせ、ハンダごてで融かして混ぜます。

手早く混ぜるとサラサラの液状になり、表面張力で丸い粒になります。もたもたと加熱を続けているとやがてドロドロの泥状になってしまいます。その場合はフラックスを与えてやればサラサラの液状に戻ります。液体のときはキラキラ輝く銀色ですが、冷えて固まると白っぽくなります。
部品の外し方 (ハンダごて1本で)
SOPパッケージのICなどはハンダごて1本で外せます。まず、部品の足にフラックスを塗ります。作成した低融点ハンダをハンダごてで盛っていき、片側の足が全てつながるようにします。温調ハンダごてであれば低めの温度に設定したほうが良いでしょう。また、周囲の部品とブリッジしたり樹脂部品を融かしたりする恐れがあるときはマスキングテープで養生します。
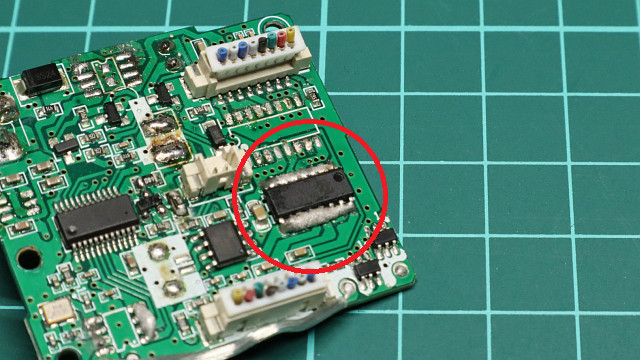
両側の足を交互に加熱して全ての足を浮かせ、ピンセットで部品を取り外します。あとはハンダ吸い取り線できれいに拭き取ります。

太いスズメッキ線をU字形に曲げて全ての足をつなげるようにハンダ付けし、熱が両側に伝わるようにする方法もあります。
部品の外し方 (ホットプレート使用)
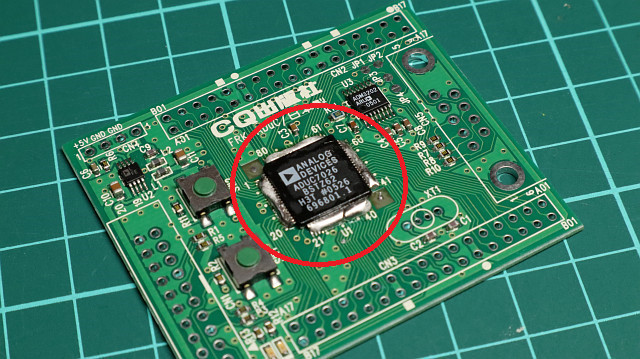
QFPパッケージのICなど、ハンダごて1本では外しにくい部品もホットプレートを使えば外せます。まず先ほどと同様に部品の全ての足に低融点ハンダを盛ります。
フラックスを塗り足し、基板をホットプレートに置きます。ホットプレートの温度は150℃くらいに設定します。外したい部品に集中して加熱するために、アルミ板などで作った下駄を外したい部品の下に敷くとベターかも。
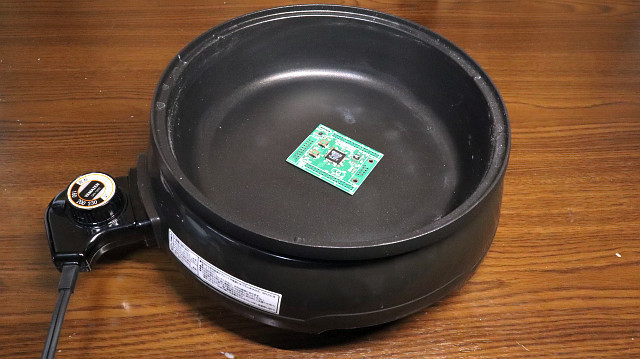
基板の温度が100℃を超えると低融点ハンダのみが融けて銀色に輝きだします。150℃では他のハンダは融けないので、外したい部品のみをピンセットなどで取り外すことができます。部品を外したらすぐにホットプレートを切って冷まします。

注意
言うまでもなく鉛は有毒な金属です。この作業に使用した精密はかり、小皿、ホットプレートなどは食品に用いてはいけません。あと、やけどしないように注意しましょう。